钛焊接质量控制中的一些重要措施
天津市创举科技有限公司杨玉超,高建明,邵元金,闫君,刘鑫杰
摘要:着重从实际加工的角度,介绍了工业纯钛在手工钨极氩弧焊焊接过程中需要采取的控制措施及注意事项。提供了在生产实践中积累的部分钛材焊接的经验数据。同时详细介绍了一种实用性较强的气体保护拖罩结构。
关键词:工业纯钛;钨极氩弧焊;焊接工艺;气体保护罩
由于钛及钛合金具有许多优良的物理化学性能,目前已在航空航天、船舶、石油化工等行业得到了广泛应用。同时,由于其在地球上的储量相当丰富,随着钛材冶金技术的提升和冶金成本的下降,相信钛材的应用前景将更为广阔。
钛材焊接是钛制设备的重要加工手段,钛材本身具有良好的焊接性能,只是由于其在高温下化学性质非常活泼,极易与氢、氧、氮、碳、铁等发生反应,所以对焊接条件及工艺提出了比较严格的要求。普通焊条电弧焊、气焊和CO2气体保护焊都不适用于钛材的焊接,应用最多的是惰性气体保护焊。笔者结合近几年的生产、施工实践,介绍一下工业纯钛在手工钨极氩弧焊时应采取的工艺措施及控制要点。
1施焊环境
施焊时所处的环境,对焊接质量有很大影响。烟尘中含有大量有害杂质,这些杂质很容易通过环境过渡到熔池和焊缝当中,形成焊接缺陷。尤其是作业区间存在铁污染时,钛焊缝中的铁,由于生成TiFe和TiFe2的脆性相,使焊接接头的综合力学性能降低,并降低钛的耐腐蚀性能,严重时产生焊接裂纹。所以钛材焊接应在独立封闭的区域进行,并且应确保该区域的空气洁净、无尘、无烟。另外,空气相对湿度对焊接质量也有影响,湿度较大时很容易在焊缝中形成气孔,、当湿度超过90%时,在焊缝中容易形成密集气孔。JB/T4745--2002中第10.3.2.3条b)要求“空气相对湿度>80%”时严禁施焊。根据笔者的实践经验,要想较好地控制由于空气相对湿度引起的焊接气孔,应将湿度控制在60%以下。所以施焊前,应测量空气相对湿度,当不满足施焊要求时,应通过除湿设备等降低施焊区域的环境湿度。焊接环境的风速≥1.5m/s、下雨或下雪的室外作业、焊件温度低于5℃,当出现以上任一情况时,应采取有效防护措施,否则禁止施焊。
2焊接设备及气体保护拖罩
施焊现场应配备钛材施焊专用的工装、工具及设备,并且保证其洁净。正确合理选择焊机的型式。选用脉冲氩弧焊机可以获得较小热输入,改善焊接接头力学性能,减小焊接应力,同时,由于其内部的稳弧装置可获得较为稳定的焊接电弧。焊枪有气冷式和水冷式2种,前者用于小电流焊接(一般≤150A),后者用于大电流焊接(一般>150A)。由于实际焊接过程中焊接电流一般都较大,所以应选用水冷式焊枪。本公司在钛材焊接初期选用气冷式焊枪,由于焊接电流较大,并且长时间施焊,焊枪无法及时散热,经常造成焊枪损坏。另外,可将焊枪的氩气进气接头直接与氩气瓶连接,这样可以保证在整个焊接过程中喷嘴处始终可以提供氩气保护。
由于钛材对氧、氢、氮有很高的亲和力,容易导致焊接接头塑性降低,氧化变色导致焊接质量无法满足要求,所以,对焊缝熔池及其背部凡400℃以上的焊接热影响区都必须进行严格的保护。熔池的保护一般由焊枪来完成,热影响区400℃以上的受热部位由保护罩盒保护。钛材焊接质量主要通过钛焊缝和热影响区的表面颜色来判断,JB/T4745--2002中的表lO一5作出了明确规定。保护罩盒的保护效果直接影响了钛焊缝的质量。目前多数资料介绍的保护罩盒结构为罩盒中通一开孔管,底部铺设铜丝或细铜网,结构如图1所示。
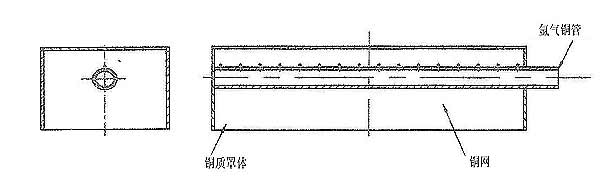
图1 保护罩盒结构
实际应用过程中,该结构在本公司的使用效果并不理想,即使调整氩气流量也无法获得较为稳定的焊接质量,同时该结构保护罩盒对热影响区的保护作用也较弱。目前采用的是如图2所示的一种具有自主知识产权的保护拖罩结构,再辅以通入流量较大的氩气,收到了理想的保护效果,整个焊接接头表面颜色都能达到银白色,并且保护效果稳定。下述结构适用于对接接头的焊接,对于其他结构,可根据其结构形状改变保护罩结构,也可采用部件整体充氩的保护措施。
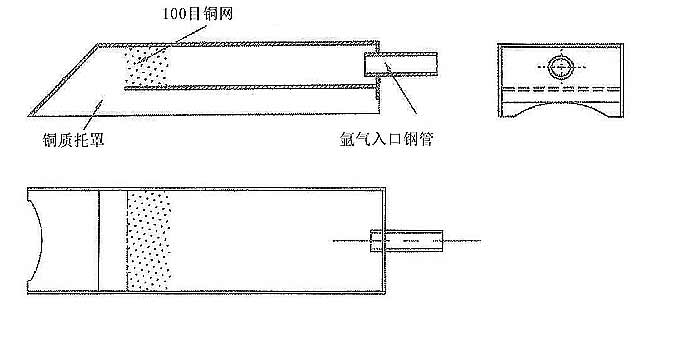
图2改进的保护拖罩结构
3焊前准备
坡口加工应优先采用机械方法,当采用气割、等离子弧切割等火焰加工方法时,应将整个已氧化变色的部位全部去除掉,直至坡口表面呈现银白色金属光泽。必须对焊丝和坡口表面进行仔细清理,彻底清除其表面存在的油污、氧化膜等污染物,若这些污染物不在焊接前清除掉,将会在焊接电弧热的作用下分解出有害杂质溶于焊缝金属中,极易在焊缝中形成缺陷。针对不同的污染物,应选用相应的清理方式,如碱洗、酸洗、丙酮或乙醇擦洗等方法。一般在污染并不严重的情况下,采用砂轮打磨去除氧化膜,然后用丙酮或乙醇擦洗即可。凡经清理后的焊件和焊丝应在4h内焊完,否则需重新清理。应注意清理后的焊件和焊丝不允许用手直接接触。
4惰性气体保护
气体保护是钛材焊接过程中非常关键的,直接影响焊接接头的质量。保护气体可选用氩气或氦气,由于氩电离电位比氦的低,易引弧,所以氩气得到广泛应用。保护用氩气的纯度应不低于99.99%。焊接过程中当氩气瓶内气压降至lMPa时应停止使用,因为氩气瓶内压力较低时,会造成输出气流不稳。氩气流量的选择以能否达到良好的保护作用为准,其对保护效果有相当大的影响。过小的氩气流量保护不到位,起不到保护效果;过大又容易在保护区内形成紊流,使得有害气体侵入熔池,引起焊接缺陷。关于氩气流量的选择,标准JB/T4745--2002中的规定见表1。
表1钛板焊接时的氩气流量

注:焊接速度20~25cm/min,电弧电压12-15V。焊缝背面氩气流量为主喷嘴流量的30%~50%。
在实际生产中,配用上述气体保护拖罩,记录的氩气流量的经验数据,与标准及多数资料推荐的流量都有较大差别,但保护效果要明显优于标准中的推荐值,氩气流量试验数据见表2。
表2钛板焊接时氩气流量试验数据

注:焊缝背面保护罩氩气流量与正向的相同。
对比两表可见,选择的正反两面氩气流量都较标准推荐的数值要大很多,但保护效果明显优于采用标准推荐值.实现了整个焊接接头表面颜色均为银白色。主要有以下原因:①由于气体保护罩的结构特点,在选择较大氩气流量时,可以保证保护区内的气流为层流。②由于将保护罩与焊枪制作成整体时,给手工焊接操作者带来极大不便,一般多为分离式。此时若焊枪喷嘴与其后保护罩中氩气流量相差不大.两者之间将会造成气流紊乱。按表2所示正面保护罩内氩气流量是喷嘴的3倍以上。③较大氩气流量的导热效果好,提高了保护区内焊接接头的冷却速度,使得焊后冷却过程中温度高于400℃的部分有良好的保护。
5焊接缺陷产生原因及防止措施
钛材焊接的常见缺陷为气孔和裂纹。气孔的形成因素较为复杂,一般认为氢是引起气孔的主要原因,所以要想控制气孔的产生,应杜绝焊接过程中氢的来源。防止措施:彻底清理焊丝及坡口表面的氧化膜、油污等污染物;保证对焊接过程及冷却过程的良好保护;焊接区域要保持洁净无烟尘,尤其注意控制空气相对湿度。关于钛焊接过程中的裂纹缺陷,由于钛材中S,P,C等杂质元素很少,在晶界处不易形成低熔点共晶物,并且结晶温度区窄,焊缝凝固时收缩量也小,所以钛材焊接很少产生热裂纹。但是,由于钛材焊接时极易受到H,O,N等杂质污染,使得焊缝和热影响区变脆,在焊接应力作用下易产生冷裂纹,并且冷裂纹具有延迟性质。研究表明氢是产生冷裂纹的主要原因。为防止冷裂纹的产生,应做好清理防护工作,同时应采取合适的焊接工艺,减小和消除焊接应力,如在保证焊透的情况下,尽量采用小的热输人等措施。
6结语
类似其他金属的焊接,焊工的技能水平及素质也直接影响钛材焊接的质量,所以在生产过程中,要注意对焊工的培养和管理。由于钛材具有较特殊的物理化学性质,当出现超标缺陷时,焊接返修较为困难,经常出现返修后不但未能改善焊缝质量,反而使得焊接区域材质劣化,缺陷扩展的情况。所以在钛材焊接过程中一定要认真组织管理,操作人员严格执行焊接工艺制度,最大可能地提高钛材焊缝一次焊接合格率。
参考文献
[1]陈祝年.焊接工程师手册[M].北京:机械工业出版社.2009.
[2]黄嘉琥,应道宴.钛制化工设备[M].北京:化学工业出版社.2002.
[3]JB/T4745--2002.钛制焊接容器[M].
[4]李亚江,王娟,刘鹏.特种焊接技术及应用[M].北京:化学工业出版社.2003.
[5]梁启宇,张勇,王凤君.钛材焊接技术在压力容器制造中的应用[J].黑龙江石油化工,1999(2):23—25.
[6]戚运莲,洪权,刘向等.钛及钛合金焊接技术[J].钛工业进展,2004(6):25—29.
[7]曹斌,王迎君.工业纯钛的焊接[J].电焊机,2001,41(11):21—24.
[8]王焕琴.钛及钛合金焊接接头的组织、性能和断裂特性[J].焊接,2001,45(11):27—29.
作者简介:杨玉超(1983-),男,长期从事化工设备金属焊接工艺及技术工作.
上一篇文章:2012第八届中国北方焊接学术会议论文集目录
下一篇文章:第十八次全国焊接学术会议 论 文 目 录